English
English 中文简体
中文简体 Español
Español
The Structural Integrity and Definitive Role of Dobby Textiles
Dobby fabric is an engineered structural textile produced on a specialized weaving loom equipped with a dobby attachment, which mechanically manipulates individual or grouped harness frames to insert compact, repeating geometric patterns directly into the woven substrate. This advanced weaving methodology creates distinct micro-topographies—such as small diamonds, piques, waffles, and complex linear bands—that cannot be replicated by basic plain, twill, or satin configurations on standard cam looms. By fundamentally changing the intersection dynamics of warp and weft yarns, dobby mechanics provide optimized dimensional stability, improved breathability, and enhanced fluid absorption, establishing this textile as a critical standard in high-end apparel fabrication and commercial industrial design.
In contemporary garment manufacturing and premium home textile sectors, the integration of structured wovens serves a clear functional purpose beyond superficial visual decoration. Standard flat fabrics often stick to human skin when exposed to humidity or metabolic moisture, which increases the sensory friction coefficient and traps heat within the boundary layer. Utilizing a precisely calibrated dobby structure creates subtle geometric relief variations across the surface of the fabric, which lifts the bulk of the material away from underlying planes. This micro-architectural separation minimizes surface-to-surface contact area, optimizing passive airflow and accelerating moisture transport.
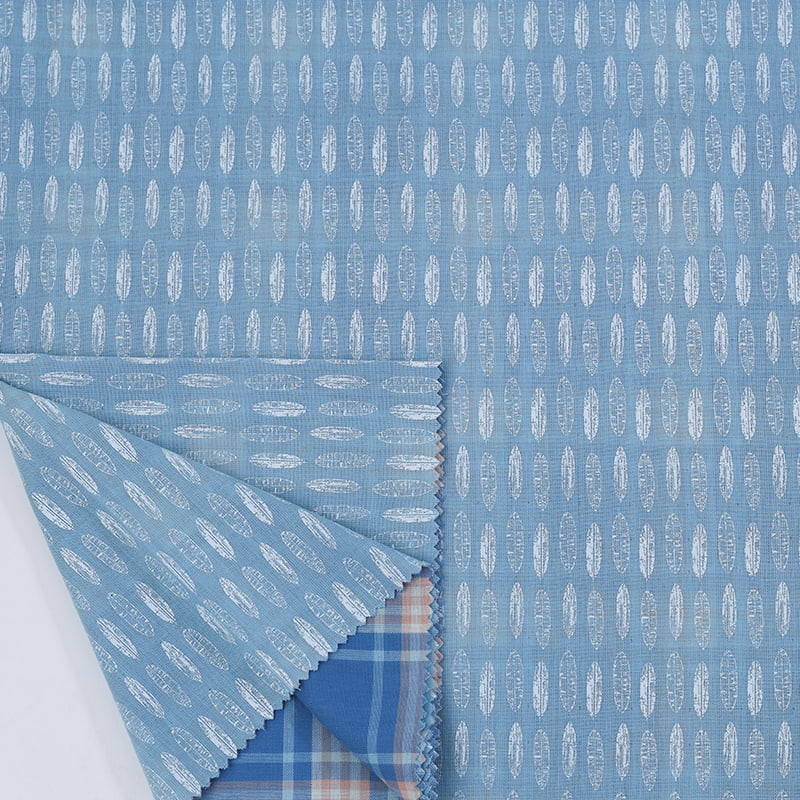
The manufacturing versatility of these textiles expands significantly when specific raw materials and design approaches are applied. When spun with long-staple cellulose fibers to produce a striped dobby cotton fabric, the loom alternates between distinct high-density and low-density yarn groups to form crisp, integrated linear paths. Furthermore, when the mechanical principles of geometric harness manipulation are integrated with complex jacquard controls, engineers can produce high-durability cotton dobby jacquard fabric hybrids. These specialized textiles feature complex macro-organic motifs supported by stable geometric background structures, offering an optimized balance of tear strength and design flexibility.
Mechanical Engineering Foundations of the Dobby Loom Attachment
The mechanical properties of a classic dobby woven substrate depend entirely on the kinematics of the shed-forming mechanism used during production. The structural difference between a basic cam loom, a dobby loom, and a full jacquard selector determines the yarn density limits and geometric complexity of the resulting textile.
Harness Management Capacities
Standard industrial cam looms are mechanically restricted to managing a low number of harness frames, typically between 6 to 8 shafts. This hardware constraint limits their output to basic, repeating configurations where large blocks of warp yarns move together. In contrast, an advanced dobby machine manages a much higher harness capacity, typically ranging from 16 to 28 distinct shafts.
Each individual harness controls a specific group of heddle eyes through which the warp threads are threaded. By expanding the number of independently controlled shafts to 24 or more, the textile designer can divide the total warp density into dozens of independent movement groups. This capability allows for the creation of intricate geometric motifs within a single pattern repeat block, while maintaining high processing speeds that exceed the output capabilities of heavy jacquard equipment.
The Evolution from Mechanical Pegs to Electronic Selectors
Historically, dobby patterns were controlled using physical wood or plastic chains embedded with protruding pegs. As these chains cycled through the machine, the pegs mechanically tripped levers that lifted specific harnesses during the shed-clearing phase. While effective, these mechanical assemblies were prone to physical wear, which could cause mispicks and structural weaving defects if a single peg fractured during high-vibration operation.
Modern industrial weaving plants utilize electronic dobby heads integrated directly into the loom's computerized control unit. High-speed solenoids or hydraulic actuators receive digital instructions matching the pattern layout, lifting or lowering the harness shafts within milliseconds. This electronic control eliminates mechanical friction wear, enables rapid changes between production patterns without stopping the loom line, and ensures consistent yarn tension control at processing speeds exceeding 700 picks per minute.
Advanced Mechanics of Striped Dobby Cotton Configurations
The production of a high-performance striped dobby cotton fabric relies on combining precise mechanical yarn selection with deliberate structural variations. Unlike basic printed stripes that sit on top of a finished textile, these linear elements are integrated directly into the fabric matrix by modifying the weave structures during production.
To engineer a high-durability striped configuration, the loom is threaded with alternating groups of warp yarns that feature distinct twist rates, thread counts, or raw material treatments. For instance, a common industrial layout may alternate a 15mm section of high-density mercerized cotton yarn with a 5mm section of low-twist combed cotton. As the electronic dobby head cycles through its program, it applies a tight satin weave structure to the mercerized sections and a raised waffle or corded weave to the low-twist sections.
This structured combination creates a dual-performance material profile:
- The flat, high-density satin paths provide structural tensile strength and resistance to abrasive wear along the length of the fabric.
- The raised geometric paths act as functional channels that wick away ambient moisture and break up direct wind pressure across the material surface.
Managing the warp beam tension is a critical challenge during the manufacturing of striped dobby structures. Because a raised geometric profile utilizes more yarn length per centimeter than a flat satin path, the different sections pull yarn at varying rates of crimp. To prevent the fabric from puckering or warping along the structural boundaries, advanced looms use dual-beam feed systems. This setup allows the flat background warp threads and the raised pattern warp threads to feed off separate, independently tensioned rollers, ensuring a uniform, wrinkle-free finish.
Hybrid Mechanics: Cotton Dobby Jacquard Fabric Engineering
When the structural limits of repeating geometric dobby frames are reached, textile engineers utilize hybrid cotton dobby jacquard fabric manufacturing systems. This approach combines the mechanical efficiency of dobby harness movement with the individualized thread control of a jacquard head, allowing for the integration of organic shapes into structured fabrics.
In a standard jacquard setup, every single warp thread can be lifted independently, allowing for large, free-form patterns like florals or damasks. However, relying completely on jacquard control across an entire high-density fabric requires considerable computing power and can slow down the loom's maximum operational speed. A hybrid dobby-jacquard system solves this by dividing the loom's control mechanisms into two operational layers.
The base structural ground of the fabric—which gives the material its core strength and density—is managed by a set of high-speed electronic dobby harnesses executing a stable plain or twill matrix. Concurrently, a secondary array of individual jacquard cords manages a separate set of pattern warp yarns, floating them across the dobby ground to create large, intricate motifs. This configuration produces a highly durable composite textile where the background maintains structural integrity and the surface displays detailed, non-repeating designs.
This hybrid approach is particularly valuable when working with 100% long-staple cotton fibers. The dobby-governed background provides the necessary resistance to yarn slippage at high-stress seams, while the jacquard-governed floats create a soft, variable surface texture that enhances the fabric's insulation properties, making it an excellent choice for premium upholstery and heavy structured apparel.
Comparative Performance Analysis of Structural Fabric Weaves
Selecting the right weave structure for an industrial apparel line or commercial home textile collection requires balancing mechanical durability against processing costs and tactile comfort. The table below compares the performance profiles of various weave configurations using standardized textile testing metrics.
| Weave Structure Configuration | Tensile Tear Strength Metric (Elmendorf) | Air Permeability Rating (Frazier) | Pilling & Snagging Resistance | Relative Loom Processing Speed |
|---|---|---|---|---|
| Standard Plain Weave Cotton | Moderate (approx. 22 N) | Low (Tight, uniform structure) | Excellent (No exposed floats) | Maximum (Up to 900 ppm) |
| Geometric Dobby Fabric | High (approx. 34 N) | High (Open micro-channels) | Very Good (Controlled short floats) | High (Up to 750 ppm) |
| Striped Dobby Cotton | Very High (Reinforced linear bands) | High (Variable surface mapping) | Very Good (Balanced layout) | High (Requires dual-beam setup) |
| Cotton Dobby Jacquard Hybrid | High (approx. 31 N) | Moderate to High | Moderate (Longer structural floats) | Moderate (Complex control lag) |
The performance data indicates that geometric dobby and striped dobby variants offer superior air permeability and tear strength metrics compared to basic plain-weave structures. The increased tear resistance happens because the grouped yarn floats within the dobby patterns work together to distribute concentrated mechanical forces across multiple adjacent threads, preventing single-yarn thread failures under physical stress.
Yarn Optimization and Fiber Polymer Parameters
The structural definition and tactile longevity of a dobby woven material are closely tied to the physical properties of the yarns selected during processing. While synthetics can be used for specialty lines, natural cotton fibers remain the preferred choice for maximizing the unique benefits of dobby architectures.
Long-staple and extra-long staple (ELS) Egyptian or Pima cotton varieties represent the industry standard for high-grade dobby production. These cotton fibers feature average staple lengths exceeding 35 millimeters, allowing them to be spun into fine, high-count yarns (such as 80s/2 or 100s/2 Ne) without compromising tensile strength. The length of the fibers reduces the number of loose ends protruding from the yarn body, which minimizes surface fuzzing and helps maintain clean, sharp edges along the woven dobby patterns.
To further sharpen the pattern definition, the cotton yarns often undergo mercerization. In this chemical process, the yarn passes through a cold sodium hydroxide bath under structural tension. This caustic treatment swells the cell walls of the cellulose fibers, changing their cross-section from a flat ribbon shape into a round profile while increasing molecular crystallinity. The mercerized yarn exhibits a 25% increase in tensile strength, improved dye absorption, and a smooth surface luster that highlights the dimensional depth of the dobby patterns.
For applications that prioritize softness and insulation, such as bed linens or casual shirts, spinners use low-twist combed yarns. The lower twist rate allows the cotton fibers to open slightly within the raised geometric sections of the weave, increasing the fabric's ability to absorb moisture and creating a soft, brushed hand feel without requiring chemical softening agents.
Quality Control Protocols and Fabric Defect Analysis
Woven dobby fabrics are subject to rigorous testing in quality control laboratories. Because these fabrics feature multi-level geometric surfaces and complex float layouts, automated inspection lines look for specific structural defects that do not occur in basic plain-weave production.
Yarn Floats and Snagging Tendencies
The raised patterns of dobby and jacquard fabrics are created by floating warp or weft yarns over multiple intersecting threads. If these floats are designed too long, the fabric becomes vulnerable to snagging during wear or washing. Quality control labs test this using the Mace Snag Tester (ASTM D3939), where a spiked ball bounces across the fabric surface for a set number of cycles.
To pass commercial standards, the maximum float length within the dobby pattern is generally limited to under 3 millimeters. This constraint keeps the yarns securely bound within the fabric matrix, preventing loops from pulling out when the material rubs against rough surfaces like velcro, zippers, or jewelry.
Mispicks and Electronic Structural Scanning
A mispick happens when a single harness fails to lift at the exact moment the weft yarn is inserted, disrupting the geometric pattern. In modern mills, traditional manual inspections are replaced by inline automated optical inspection (AOI) systems. High-resolution digital line-scan cameras sit directly above the take-up roll of the loom, continuously capturing the fabric structure under optimized LED lighting.
These imaging systems use real-time pattern-matching algorithms to compare the woven textile against the digital design file. If a single warp thread is misplaced or a weft thread breaks, the system flags the coordinates immediately. This instant feedback allows operators to adjust loom tension or stop the line before producing yardage with structural defects, keeping defect rates below a strict sub-1% threshold per production run.
Apparel Engineering and Cutting Room Protocols
Integrating structured dobby and hybrid jacquard cotton fabrics into a tailored apparel collection requires specialized cutting and sewing procedures. The three-dimensional surface patterns and linear stripes require precise handling to ensure the finished garments maintain proper grain alignment and clean seam symmetry.
Phase 1: Fabric Relaxation and Moisture Balancing
Because cotton dobby fabrics are held under significant mechanical tension on dual-beam looms, they contain internal structural stresses. If the fabric is cut directly from a freshly unrolled bolt, the individual panels will contract once the tension is fully released, causing the finished garment to shrink unevenly. To prevent this, the fabric must undergo a 24-hour relaxation period, unrolled and laid flat on cutting tables in a climate-controlled room to allow the fibers to balance their internal moisture and return to a stable physical state.
Phase 2: Pattern Matching and Stripe Alignment
When cutting a striped dobby cotton fabric, layout planning requires careful alignment. The engineered linear stripes must match perfectly across the center-front closures, pocket flaps, and shoulder junctions. Master cutters use pin-grid systems, anchoring the fabric layers to the cutting surface along identical pattern paths to ensure the geometric stripes remain parallel and do not shift or warp during automated knife cutting.
Phase 3: Seam Engineering and Feed Dog Adjustments
Sewing multi-level dobby fabrics can lead to uneven seams if the industrial sewing equipment is not correctly calibrated.
- Equip the industrial sewing line with a differential bottom-and-needle feed system to ensure even fabric movement.
- Reduce the pressure on the presser foot to prevent flattening the raised geometric textures of the dobby pattern.
- Select a fine, ball-point needle (such as size 70/10) combined with a lubricated core-spun thread to slip cleanly between the high-density cotton fibers without fracturing individual filaments.
Phase 4: Pressing and Thermal Setting Controls
The final assembly stage uses steam pressing to shape the garment panels and set the seams. When pressing cotton dobby or jacquard hybrids, technicians must avoid high pressures that can permanently crush the raised geometric micro-structures. Pressing stations utilize soft needle-board covers or thick silicone foam pads, allowing the raised patterns to sink into the cushion without losing their distinct texture, ensuring the finished garment retains its designed look and feel.
Sustainability Metrics and Closed-Loop Eco-Engineering
As environmental standards tighten across global supply chains, the production of premium cotton dobby fabric has shifted toward sustainable processing models. Because high-density wovens require substantial energy and water inputs during preparation and yarn dyeing, mills are adopting closed-loop systems to reduce their ecological footprint.
The sustainability of a cotton dobby line starts with raw material sourcing. Leading textile manufacturers choose cotton certified by the Global Organic Textile Standard (GOTS) or the Better Cotton Initiative (BCI). These certification frameworks verify that the cotton is cultivated using water-efficient irrigation methods, minimal synthetic pesticides, and fair labor practices, reducing the environmental impact at the farm level.
During the processing stage, advanced mills install low-liquor-ratio jet dyeing machines to color the yarn before weaving. These systems reduce water usage by up to 50% compared to traditional vat dyeing methods, while computerized dosing loops ensure that dye chemicals are fully fixed within the cellulose fiber chains. This high fixation rate minimizes the amount of chemical residue entering factory wastewater streams, simplifying the filtration and treatment process.
Furthermore, the wastewater from mercerization and dyeing undergoes treatment in zero-liquid-discharge (ZLD) purification facilities. These recycling systems treat, filter, and reuse up to 98% of the processing water within a continuous factory loop, while recovering dissolved sodium hydroxide salts for use in future production runs. This closed-loop configuration protects local water supplies and enables the production of high-performance dobby and jacquard fabrics that comply with international environmental standards.